宋秋香1,2, 关晓方1,2, 贾智源1.2*
(1.中材科技风电叶片股份有限公司 , 北京102101; 2.特种纤维复合材料国家重点实验室, 北京102101)
摘要: 研究了一种可用两种固化剂RIMH037和 RIMH038的环氧树脂体系的化学流变特性和放热特性,对固化剂混合比例不同的6个环氧树脂体系进行等温粘度测试和实际放热性能分析,根据对等温粘度曲线的数据拟合分析,建立预测模型 ,与实际工艺结合分析。 在两种固化剂比例不变时,升高温度 ,树脂体系的适用期均先升高后降低 ,35℃ 时适用期最长;在同一温度下,两种固化剂混合使用,增加固化剂RIMH 038的混合比例 ,该树脂体系的适用期变化规律不明显;实际放热测试显示环氧树脂体系的适用期变化规律与流变分析结果一致。
关键词: 环氧树脂 ; 流变特性 ; 适用期 ; 放热特性
中图分类号:TB332;TQ323.5
文献标识码 :A
文章编号:1003-0999(2015)03-0005-06
我国兆瓦级风电叶片大多采用真空灌注工艺(VARTM)制备
[1-5],风电叶片用环氧树脂体系不但要求其固化物具备较高的力学性能和物理性能,还需要具备以下4个特性:①树脂在工艺温度下有适宜的粘度 ,一般应在80~800mPa・S,粘度过高会导致树脂流动困难,难以浸润纤维增强体 ,粘度过低会导致树脂流动不稳定 ,形成干点和空隙缺陷 ;②树脂的低粘度状态应保持40min到数小 时,满足VARTM工艺所需的低粘度工艺特性 ;③树脂在固化过程中无挥发物产生;④ 树脂固化工艺满足生产周期要求
[6-14]。 另外,风电叶片是一种大尺寸复合材料结构制件,随着风电行业的发展,叶片尺寸越来越大
[15-18],
整个叶片壳体的铺层设计也越来越复杂 ,从叶根到叶尖纤维的铺层厚度逐渐递减, 叶根与叶尖的铺层厚度差别较大,最厚的区域纤维铺层厚度达l0cm以上 ,较薄的地方纤维层厚度仅为3cm 左右, 因此 ,风电叶片不同位置区域的厚度不同,对真空灌注用环氧树脂体系的浸润性及适用期的要求不同,在固化过程中固化放热 时间和放热量也存在较大的差异 。另外,中国北方冬夏温差较大, 叶片生产车间的环境温度温差高达10—20℃,如若冬夏均用适用期不变的同一种真空灌注环氧树脂进行灌注,在气温较高的夏天,易发生一些与树脂放热有关的生产事故,增加生产成本。 所以在风电叶片生产过程中,为了缩短生产周期 ,降低生产成本,需要在叶片的不同区域位置设计不同的灌注流道或选用适用期和放热量可调的环氧树脂进行灌注;但国内市场上风电叶片真空灌注环氧树脂体系大多都是一种环氧树脂匹配一种固化剂,并且环氧树脂体系的适用期和放热量是不可调的,对大叶片的生产有一定局限性,所以有必要发展一种适用期和放热量可调的环氧树脂体系。
本文分析了一种包含两种固化剂、适用期可调的、适用于风力发电叶片的真空灌注环氧树脂体系,其固化物具有优异的固化性能,与纤维材料复合的性能能够满足风力发电叶片用环氧树脂体系的要求。 文中系统研究了该环氧树脂体系的化学流变性能及放热性能与温度的关系 ,为车间生产预报工艺参数、保证产品质量提供必要的科学依据。
1 实验过程
1. 1 原材料
环氧树脂体系 MGS
@RIM 035c, 包括一种环氧树脂 MGS
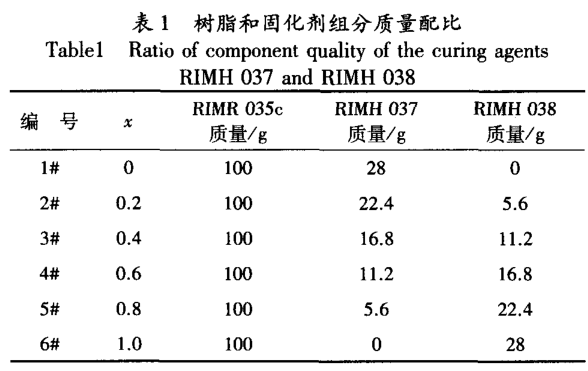
@RIMR 035c,两种固化剂 MGS@RIMH 037和 MGS@RIMH 038,均为迈图化工企业管理(上海 )有限公司提供。 树脂与固化剂的质量配 比为 100:28。本文研究将两种固化剂按照一定的比例混合后的性能,树脂与两种固化剂的配比符合035c:037
(1-x)038
x=100:28(其中=0,0.2,0.4,0.6,0.8, 1.0),具体编号与质量配比如表1所示。
1. 2 仪 器 与测 试
利用德国HAAKE公司的Rheostress 6000 流变仪(采用平板系统, 样品厚度为0.2ram),测量编号分别为 1#、2#、3#、4#、5#、6#的环氧树脂固化体系在25℃、35℃、45℃、55℃ 等温条件下的粘度-时间曲线; 利用北京北方利辉试验仪器设备有限公司的DZF-6050 真空干燥箱及北京金紫光科技发展有 限公司的XSR70A/Y一32EVOUSB无纸记录仪测量总重量均为 100g 的环氧树脂固化体系分别在25℃、35℃ 、45℃恒温状态下的放热曲线。
2 结果与讨论
2. 1 温度对适用期的影响
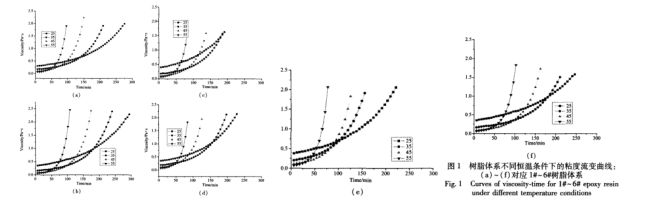
测试 RIMR 035c树脂体系在 25℃ 、35℃ 、45℃ 、55℃恒温条件下的粘度 , 图 1(a)、图 1(b)、图 1(c)、图 1(d) 、图 1(e)、图 1(f)分别 为 1#-6#环氧树脂体系在 25~55℃不同恒温条件下的实测 粘度曲线。 在
这里约定环氧树脂固化体系在不同等温条件下粘度达到 500mPa・S的时间为该树脂体系 在此等温条件下的适用期。从图1中可以看出 ,恒温条件下该树脂的粘度随着时间的增加非线性上升 ;25℃的粘度曲线中低粘度平台区明显长于55℃,说明随着测试温度的升高, 粘度的升高速率加快; 该树脂体系在25℃时初始粘度为 350mPa・s左右 ,而 55℃时的初始粘度降至 60mPa・s左右 ,说明随着温度升高,该树脂体系初始阶段的粘度降低; 35℃时粘度低于500mPa・s的时间均大于120min,可以满足真空灌注要求, 具有较长的适用期, 而55℃ 时粘度达到500mPa・S左右仅需80min左 右, 说明升高温度, 固化反应加剧, 树脂体系粘度快速升高,会缩短适用期。 从图 1中可以看出,6 种固化剂配比的环氧树脂体系虽然固化剂配比不同, 随温度升高树脂适用期均先升高再降低 ,35℃ 时的适用期最长, 即 35℃为最佳灌注温度。
2. 2 固化剂配比影响
图2为 25℃ 、35℃ 、45℃ 、55℃ 下适用期与固化剂配比的关系曲线。
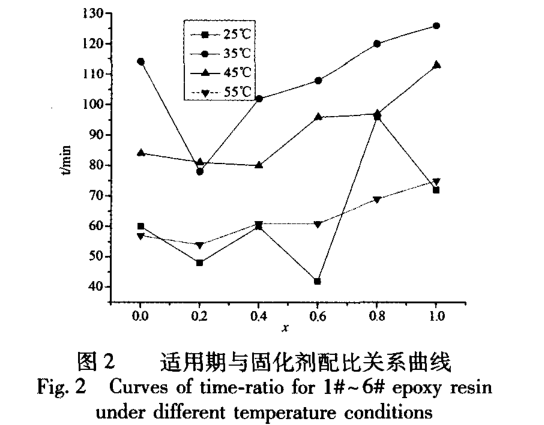
从图2中可以看出,在同一温度下,该树脂体系的适用期随RIMH038固化剂含量的增加先降低再升高,但线性增加和线性降低的拐点配比不同。同时x=1.0时的适用期均大于x=0时,说明单一RIMH038固化剂树脂体系的适用期明显比单一RIMH 037固化剂的适用期长, 但混合使用时增加RIMH038固化剂的用量,该环氧树脂体系的适用期并没有像预想的那样呈线性增长。
2. 3 恒温流变模型的建立
环氧树脂体系的粘度要受温度和固化度两方面的影响。 一方面, 随着温度上升, 自由体积增加,有利于分子链的运动,导致树脂的流动性增加,粘度降低 ;另一方面温度升高也会加快树脂反应,使固化度增加,阻碍分子链的运动,导致树脂流动性降低,粘度升高。 对于环氧树脂的恒温过程,粘度表现为随固化时间增加的单调上升。 本研究中使用 HAAKE流变仪自带的拟合软件,应用模型log(Y)=a+bx对实测曲线进行拟合,这里 Y为 实测恒温条件下的粘度,为恒温时间,a、b为与恒温温度相关的参数。
具体拟合计算方法引用文献
[18]中的计算方法,得到a,b相关参数 ,如表 2所示。

将拟合获得的参数方程代 回实际曲线的拟合模型,模型中仅剩未知变量粘度 、温度和时间 。 通过上述非常 规的二次 曲线拟合方法 , 获得该环氧树脂体系的等温粘度与温度和时间 的关系 。 本文以 300mPa・s、500mPa・s、800mPa・S三点为分界点,根据模型计算不同温度下该树脂体系从初始粘度上升至这三个粘度点所需要的时间,即为工艺窗口,如表 3所示 。

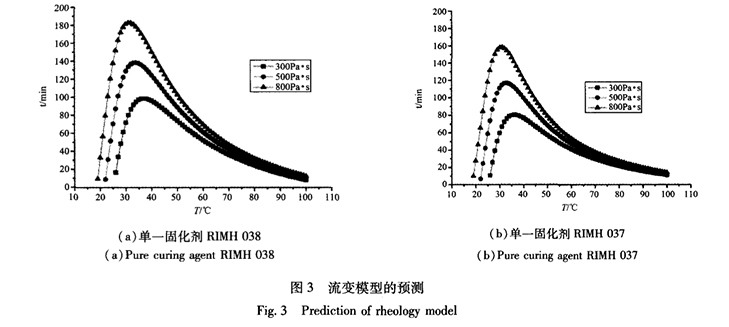
从表 3 中可以看出,同一配比下,达到同一目标粘度的时间 随温度升高先增加再降低 ; 而同一温度下,随着固化剂RIMH 038含量的增加,达到目标粘度的时间先降低再升高。x=0.0 时 ,最长适用期为114. 7min,对应温度为 35℃;x=1.0时,最长适用期为 137. 88min,对应温度为35℃。 说明预测模型的变化规律与实验测试结果吻合。 使用单一固化剂RIMH 037 和 RIMH 038,该环氧树脂体系 在不同温度下达到目标粘度300mPa・S、500mPa・s和800mPa・S时温度 与时间的关系如图3所示。 从 图 3 中可以看出 ,两种固化剂配比下的树脂体系在 3O~35℃ 下的适用期最长,结合表3数据可以看出,不同固化剂配比下该树脂体系的最佳灌注温度均在 30~35℃。
2. 4 实际工艺验证
利用真空烘箱及无纸记录仪测试不同固化剂配比下环氧树脂 固化体系 在 25℃、35℃、45℃恒温水浴条件下的固化放热性能。 不同固化剂配比下环氧树脂体系在25℃、35℃、45℃ 恒温条件下的固化放热特征值如表 4 所示。

从表 4 中可以看出 ,在同一恒温水浴温度下,不同固化剂配比的环氧树脂体系中使用单一固化剂RIMH 038的树脂体系的放热峰温度最低 ,其在 25℃、35℃ 、45℃下的放热峰温度分别为 57.8℃、52.1℃ 、85.9℃,使用单一固化剂RIMH 037 的树脂体系的放热峰温度最高,其在 25℃、35℃、45℃下的放热峰温度分别为95.9℃ 、186.9℃、215.3℃,其他配比下的放热峰温度与单一固化剂RIMH 037 的树脂体系
的放热峰温度比较接近,均远高于使用单一固化剂RIMH 038的树脂体系。 说明两种固化剂 RIMH 037和RIMH 038 树脂体系的固化机理不同, 两种固化剂混合后 ,RIMH 037 固化剂的固化反应占据上峰;25℃下6种配比树脂体系达到各自放热峰的时间最大差为 89min,35℃下最大时间差为76min,而 45℃下最大时间差仅18min; 45℃下两种单一固化剂树脂体系的放热峰温度都有大幅度升高。 说明低温下外界温度的影响占据上峰,此时温度升高有利于分子链运动,树脂流动性增加, 粘度降低, 固化反应缓慢,放热量较小, 达到放热峰的时间较长, 同时由于两种固化剂的固化机理不同,达到放热峰的时间相差较大;随着温度升高,树脂自身的固化放热占据上峰,温度升高到该树脂体系的反应温度后,树脂反应剧烈,放热峰升高, 固化反应加剧, 达到放热峰的时间明显降低,同时由于温度升高,两种固化剂同时发挥作用,放热量较大,温度急剧升高, 达到放热峰的时间差距减少。 由于 037 固化剂与 038固化剂的固化机理不同,两种固化剂混合使用后该树脂的放热量不同, 固化机理不明,适用期变化与温度和配比的变化没有明显的规律, 与环氧树脂的流变学性能分析一致 。
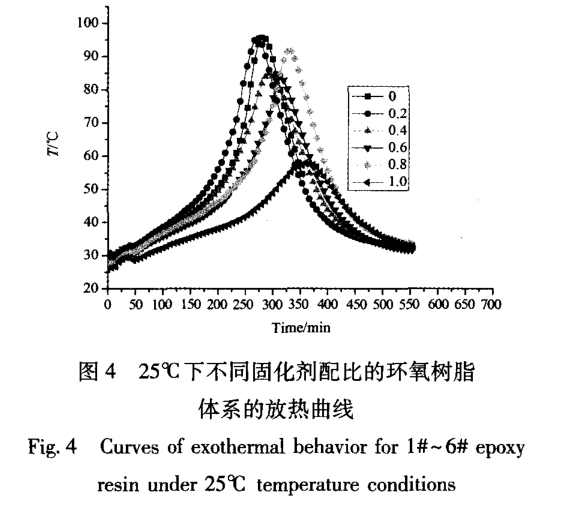
图 4 为不同固化剂配比的环氧树脂在25℃时的放热曲线,从图 4 中可以看出不同固化 剂配比下的环氧树脂在 25℃ 下均出现明显的放热峰,而单一RIMH 038 固化剂环氧树脂体系在 25℃ 时的放热峰温度为 57.8℃,但其他配比下的放热峰温度与单一固化剂 RIMH037的树脂体系的放热峰温度比较接近,均远高于使用单一 RIMH038 固化剂 的树脂体系放热温度。
纸杯放热结果显示,随着温度升高,该树脂体系达到放热峰的时间明显降低,25℃ 时,该环氧树脂体系达到放热峰的时间较长,与流变分析的结果不同,是因为纸杯放热测试是在恒温水浴中进行,在测试中存在空气传热, 而流变分析测试是在相对封闭恒温的流变仪中进行,减少了热传达,是相对理想的测试环境。 而实际生产中也存在热传导,所以建议该
环氧树脂体系的真空灌注窗口应适当降低, 最佳灌注温度区间为 25~30℃ 。
3 结 论
(1)MGS
@RIM 035c环氧树脂体系的适用期是可以调节的, 在同一温度条件下 ,使用单一固化剂RIMH 038配置的环氧树脂体系的适用期远长于单一固化剂 RIMH 037环氧树脂体系 ;
(2)固化剂配比不变的情况下,温度升高,树脂体系的适用期都是先升高后降低 ,35℃ 下该环氧树脂体系的适用期达到最大值 ;
(3)在 同一温度条件下 ,两种固化剂RIMH 037和RIMH 038混合使用时,增加固化剂 RIMH 038的含量,该环氧树脂体系的适用期不一定增加, 生产中不可 随意混合。
参 考 文献
[1] 李艳菲,李敏, 顾轶卓, 等. 风电叶片用真空灌注型环氧树脂及其复合材料性能 研究 [J]. 玻 璃 钢/复 合 材 料 , 2012, (4) :109—113 .
[2] 陈宗来 , 陈余岳. 大型风力机复合材料叶片技术及进展 [J]. 玻璃 钢/复合材料 , 2005, (3) : 53—56.
[3] 李 军向 , 薛忠民 , 王继辉 , 冯宾春. 大型风轮叶片设计技术的现状与发展趋势 [J]. 玻璃钢/复合 材料, 2008,(1) : 48—52.
[4] Gaetzir. Vacuum infusion benef its your quality budget and environ—ment[J] . Reinforced Plastics, 2008,52(1) : 28・29.
[5] 刘相 , 洪晓斌 , 谢凯. 低温固化双酚 F型环氧树脂体系 的化学流变模型[J]. 复合材料学报 , 2009, 26(2) :85—89.
[6] 任六波 . 风 电叶片用真空灌 注树脂体 系的研究 [j]. 玻 璃钢/复合材料 , 2012, (3) :51.54.
[7] 温广武, 于洪明, 黄小萧 , 钟博. 中空碳纤维布环氧树脂复合材料及其制备方法 [P] . 中 国 :CN201010184682.8,2010.05 27.
[8] 柴红梅 , 汪鹏 , 王雷 , 孙超 明. 固化剂含量对 RTM用环氧树脂体系固化 性 能 的影 [J]. 玻 璃 钢/复合 材 料 , 2009, 209(6) :26. 3O.
[9] 李江洪 , 郑亚萍 , 张曦 , 等. RTM用环氧树脂体系的浸澜性及化学流变特性研究[J] . 中国塑料 , 2012, 26(1) :71—76.
[1O] 王芳 , 张国利 . VARTM用 EP体 系流变特性及 固化工艺的研究[J]. 中 国 塑料应用 , 2006, 34(8) :31—33.
[11] 杨金水 , 肖加余 , 曾竟成 , 等. 复合材料风电叶片专用树脂体系流变特性[J]. 武汉理工 大学学报 , 2009, 31(21) : 125-128.
[12] 刘卓峰 , 肖加余 , 曾竟成 , 等. 低粘度环氧树 脂 VIMP工艺性能研究 [J]. 国防科技大学学报 , 2008,30(5) :20—24.
[13] 孙曼灵. 环氧树脂应用原理与技术 [M]. 北京 : 机械工业出版社, 2002. 167-169.
[14] 张彦 飞 , 刘亚青. RTM 工艺 中气泡形成及 消除研究 [J]. 现代塑料加工应用 ,2006, 18(6) : 21—23.
[15] 罗永康 , 李炜 , 胡红 , 等. 碳纤维复合材料在风力发电机叶片中的应用[J]. 电网与清洁能源 , 2008, 24(11) :53—57.
[16] 牟书香 , 陈淳 , 邱桂杰 , 等 . 碳纤维在 风电叶片 中的应用 [J].
新材料产业 , 2012, (2) :25—27.
[17] 牟书香 ,贾智源. 碳纤维增 强环氧树脂复合 材料 的液体 成型及其性能研究 [J]. 玻璃钢/复合材料 , 2013, (6) : 16—20.
[18] 贾智源 , 宋秋香 , 王海珍 , 等. 碳纤维真空灌注成型用环氧树脂的流变特性分析[J]. 玻璃钢/复合材料 , 2013, (7) : 7—10.
 微信扫码 关注我们
微信扫码 关注我们